SH3012-2011《石油化工金属管道布置设计规范》
3.1.38管道焊缝的设置应符合下列规定:
a)除定型弯管外,管道对接焊口的中心与弯管起弯点的距离不应小于管子外径,且不小于100mm;
b)除定型管件外,管道上两条对接焊缝间的距离,不应小于3倍管子的厚度,需焊后热处理时,不应小于6倍管子的厚度,且应符合下列要求:
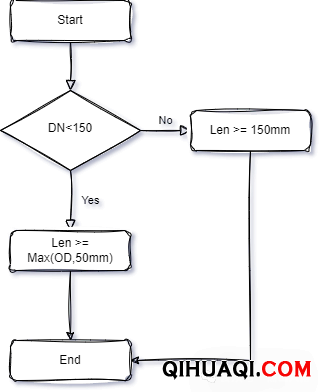
1)公称直径小于150mm 的管道,焊缝间距不应小于管子外径,且不得小于50mm;
2)公称直径等于或大于150mm的管道,焊缝间距不宜小于150mm。
SH/T3501-2021《石油化工有毒、可燃介质钢制管道工程施工及验收规范》
8.2.1管道焊缝的设置应便于焊接、热处理及检验,并应符合下列要求:
a)除采用定型弯头外,管道焊缝的中心与弯管起弯点的距离不应小于管子外径,且不应小于100mm;
b)管道焊缝不宜在管托的范围内,若焊缝被管托覆盖,则被覆盖的焊缝部位应进行 100% 射线h检测。需要热处理的焊缝,外侧距支吊架边缘的净距离宜大于焊缝宽度的5倍,且不应小于100mm;
c)除定型管件外,直管段上两条对接焊缝间的距离不应小于3倍焊件的厚度,需焊后热处理时,不应小于6倍焊件的厚度,且应符合下列要求:
1)管道公称直径小于 DN150时,焊缝间的距离不应小于外径,且不应小于 50mm;
2)管道公称直径等于或大于 DN150 时,焊缝间的距离不宜小于 150mm;
d)卷管环向焊接接头对口时,相邻管子的两纵向焊缝应错开,错开的间距不应小于100mm;
e)焊制管件无法避免十字焊缝或焊缝的错开距离小于100mm时,该部位焊缝应经射线检测合格,检测长度不应小于 250mm;
f)在焊接接头及其边缘上不宜开孔。若开孔,应对开孔中心1.5倍开孔直径范围内的焊接接头进行100%无损检测,检测方法及合格标准应符合相应的管道级别要求。
GB50235-2010《工业金属管道工程施工规范》
6.0.2 工业金属管道焊缝位置应符合下列规定:
1 直管段上两对接焊口中心面间的距离,当公称尺寸大于或等于150mm 时,不应小于 150mm;当公称尺寸小于150mm 时,不应小于管子外径,且不小于100mm。
2 除采用定型弯头外,管道焊缝与弯管起弯点的距离不应小于管子外径,且不得小于100mm。
3 管道焊缝距离支管或管接头的开孔边缘不应小于50mm,且不应小于孔径。
4 当无法避免在管道焊缝上开孔或开孔补强时,应对开孔直径1.5倍或开孔补强板直径范围内的焊缝进行射线或超声波检测。被补强板覆盖的焊缝应磨平。管孔边缘不应存在焊接缺陷。
5 卷管的纵向焊缝应设置在易检修的位置,不宜设在底部。
6 管道环焊缝距支吊架净距不得小于50m。需热处理的焊缝距支吊架不得小于焊缝宽度的5倍,且不得小于 100mm。
直管段焊缝间距小结